リニューアルしたステカ用替え刃2本セットのご購入はこちら
カッティングプロッターでカットするシートには様々な種類があります。
一般的な「カッティングシート」と言われるものは100マイクロ(0.1mm)厚のものが主流です。
蛍光シート、再帰反射シート、ラバープリントシートなど特殊な用途や効果を持ったシートは100マイクロ以上のものが多く、プリントメディアは140マイクロ(0.14mm)、一般的な3Dカーボンなどは230マイクロ(0.23mm)まであります。
このさまざまなシートをカットする際に必ず設定しなくてはならない基本が2つあります。
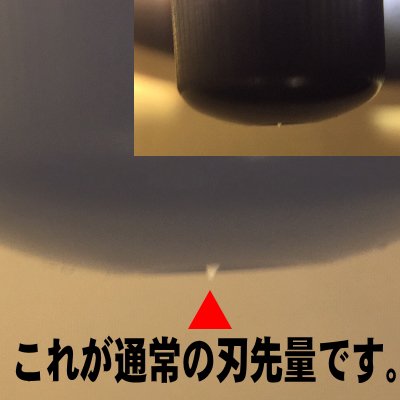
1)刃量設定(ホルダー設定)
2)カット速度/カット厚(アプリケーション設定)
ここでは刃量設定について説明します。
はじめてプロッターを手にして間もないユーザーの皆さんから
「いつものカッティングシートはきれいに切れるのに、ラバープリントは切れない、蛍光シートは切り残しがでる。このシートは不良品じゃないの?」
とお問い合わせを頂くことがあります。
シートはまともな販売店であればシートの厚みを含むシートスペックとメーカー名が必ず記載されています。
カッティングプロッター本体を購入した時点では大体100マイクロに設定されています。
特殊なシートをカットするときは必ず刃量を設定しなおす必要があります。
 厚みのちがうシート2種類を用意しました。
厚みのちがうシート2種類を用意しました。
 今回はステカやCAMMで使用される「XD-CH3」ホルダーを使って設定します。
今回はステカやCAMMで使用される「XD-CH3」ホルダーを使って設定します。
写真のように初期設定値に印をつけておくとわかりやすいです。
なお「いつも1目盛り出せば厚みがあるシートを切れる」とは限りません。
気温・湿度・刃の状態によりベストな状態は変わります。
テストカットモードでチェックしてください。
 写真は両方とも初期設定値でカットした状態です。
写真は両方とも初期設定値でカットした状態です。
 ORACAL641はすんなりカス取りできました。
ORACAL641はすんなりカス取りできました。
 蛍光シートは表面に溝がついただけでほぼ切れていません。
蛍光シートは表面に溝がついただけでほぼ切れていません。
無理矢理カス取りしましたが「ト」や「カ」などの直線の引き下ろしは全く切れていません。
 同じ蛍光シートを今度は「1目盛り出」てカットしました。
同じ蛍光シートを今度は「1目盛り出」てカットしました。
今度はまともにカス取りできました。
たった1目盛りでこれほど違いがあります。
 ではこう考える方がいると思います。
ではこう考える方がいると思います。
「面倒だからいつも出し気味にしておけばいいんだ」
それは間違いです
こんどは違う問題を引き起こします。
 写真はORACAL641を2種類の刃量でカットしたものです。
写真はORACAL641を2種類の刃量でカットしたものです。
左側の過刃量カットは台紙にキズが入ってしまっています。
 適性は刃量の場合右側のように台紙をキズつけません。
適性は刃量の場合右側のように台紙をキズつけません。
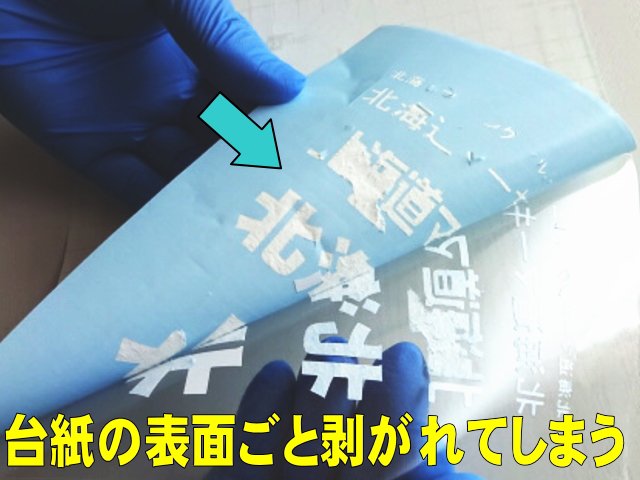
 台紙にキズが入ってしまうと転写シートを掛けた際に上から押さえることで切り溝に糊が入り込んでしまいます。
台紙にキズが入ってしまうと転写シートを掛けた際に上から押さえることで切り溝に糊が入り込んでしまいます。
そうすると転写シートをめくった時に台紙のシリコン表面層を一緒にはぎ取ってしまいます。
湿気が多いときなどは特にこの現象にさいなまれることが多くなります。
台紙の紙が水分をため込むからです。
【下のような状態は刃の出し過ぎが原因です】

【まとめ】
刃量は足りなくても出しすぎてもダメです。
面倒でもカット前にはシート厚の確認と刃量の調整をするクセをつけてください。
また「めんどくさくていちいち刃量を調整しない」という方に多く見られる傾向ですが、
いきなり「本番カットを行ってシートをダメにしてしまう」=「シートが無駄になった」と言うパターンです。
どの機種にも【テストカットモード】という物があります。
調整と確認は必ずセットで行うよう心がけてください。
リニューアルしたステカ用替え刃2本セットのご購入はこちら
Category
 ラメ入りメタリックカッティングシート1220mm幅
ラメ入りメタリックカッティングシート1220mm幅- お試し&アウトレットコーナー
 パーツラッピングフィルム
パーツラッピングフィルム 機能性フィルム、その他シート
機能性フィルム、その他シート 量販コーナー
量販コーナー シートサイズ = 20cm幅 (ステカSV-8、SX-8)
シートサイズ = 20cm幅 (ステカSV-8、SX-8) シートサイズ = 22cm幅 (シルエットポートレート・カメオレターサイズ)
シートサイズ = 22cm幅 (シルエットポートレート・カメオレターサイズ) シートサイズ = 30cm幅 (ステカSV-12/スキャンカット)
シートサイズ = 30cm幅 (ステカSV-12/スキャンカット) シートサイズ = 32cm幅 (シルエットカメオ/silhouetteCAMEO)
シートサイズ = 32cm幅 (シルエットカメオ/silhouetteCAMEO) シートサイズ = 38cm幅 (ステカSV-15・CAMEO PLUS)
シートサイズ = 38cm幅 (ステカSV-15・CAMEO PLUS) シートサイズ = 40cm幅 (CAMEO5αPLUS・CE8000用)
シートサイズ = 40cm幅 (CAMEO5αPLUS・CE8000用) シートサイズ = 50cm幅 (GS-24、VC-600、CG-60、CE-6000)
シートサイズ = 50cm幅 (GS-24、VC-600、CG-60、CE-6000) シートサイズ = 60cm幅 (CAMEO PRO、GS2-24、VC2-600、CG-60AR、CE8000-60)
シートサイズ = 60cm幅 (CAMEO PRO、GS2-24、VC2-600、CG-60AR、CE8000-60) VersaSTUDIO BN-20 /BN2 Series溶剤系プリントメディア
VersaSTUDIO BN-20 /BN2 Series溶剤系プリントメディア 施工用品
施工用品
Contents
- お支払い方法について
- 配送方法・送料について
- お問い合わせ
- ワークマンブランドを用いた撥水対応ラバープリントによる名入れ施工
- Eカルテントの施工例
- 納期について
- クーポンの使用方法
- ORACAL651 カラーパレット
- サイトマップ
- silhouetteCAMEO用シートが32cm幅の理由
- カッティングシートの上から2液タイプのクリアーを塗布する
- 転写シートの取り扱いについて
- シートの幅サイズについて
- ORAJET屋外対候試験実施中!
- ステカで作成するオリジナルTシャツ
- プロッターの刃量調整(ステカを使って説明)
- ミラーメタリックカッティングシートの見え方
- プリントステッカーのラミ掛け手順
- ORAFOL/ORACALとは
- ORAMASK 810Sの施工手順
- カーラッピングチュートリアル
- ORALITE5200の活用について
- ORAJET3954を使用した石材への施工
- Shopping Cart
-
カートの中に商品はありません
Mail Magazine
2026年7月
日
月
火
水
木
金
土
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
2026年8月
日
月
火
水
木
金
土
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
土日祝日はお休みを頂いております。
営業時間
(月)〜(金)14:00まで
【案内】2026年 ゴールデンウィーク休業期間のお知らせ
お客様 各位
いつも当店をご利用いただき、誠にありがとうございます。
誠に勝手ながら、本年のゴールデンウィーク期間の営業日程を以下の通りとさせていただきます。
4/29(水)
4/30(木)
5/1(金)
5/2(土)〜5/6(水)
5/7(木)
休業
通常営業
14時まで
休業
通常営業
⚠️ 発送スケジュールのご案内
連休前の最終発送は 5月1日(金) 14:00受注分まで となります。
それ以降にいただいたご注文につきましては、連休明けの 5月7日(木)より順次発送 させていただきます。
※連休前後は配送混雑により、通常よりお届けにお時間をいただく場合がございます。お急ぎの方はお早めのご注文をお願い申し上げます。
合同会社北海道マーキングフィルム
- Mobile Shop

Ranking
No.1

 【ORAJET3954】レンガやコンクリートに貼れるステッカーベースシート3m巻
【ORAJET3954】レンガやコンクリートに貼れるステッカーベースシート3m巻- 1,426円(税130円)
-
No.2
- シルバーラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.3
 シルバーラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
シルバーラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート - 2,376円(税216円)
-
No.4
- ブラックラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.5
- ブラックラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.6
- レッドラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.7
- レッドラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.8
- ブルーラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.9
- ブルーラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.10
 【送料無料】シルバーラメ 1220mm幅×メーター売り ラメ入りカッティングシート
【送料無料】シルバーラメ 1220mm幅×メーター売り ラメ入りカッティングシート - 6,534円(税594円)


リニューアルしたステカ用替え刃2本セットのご購入はこちら
カッティングプロッターでカットするシートには様々な種類があります。
一般的な「カッティングシート」と言われるものは100マイクロ(0.1mm)厚のものが主流です。
蛍光シート、再帰反射シート、ラバープリントシートなど特殊な用途や効果を持ったシートは100マイクロ以上のものが多く、プリントメディアは140マイクロ(0.14mm)、一般的な3Dカーボンなどは230マイクロ(0.23mm)まであります。
このさまざまなシートをカットする際に必ず設定しなくてはならない基本が2つあります。
1)刃量設定(ホルダー設定)
2)カット速度/カット厚(アプリケーション設定)
ここでは刃量設定について説明します。
はじめてプロッターを手にして間もないユーザーの皆さんから
「いつものカッティングシートはきれいに切れるのに、ラバープリントは切れない、蛍光シートは切り残しがでる。このシートは不良品じゃないの?」
とお問い合わせを頂くことがあります。
シートはまともな販売店であればシートの厚みを含むシートスペックとメーカー名が必ず記載されています。
カッティングプロッター本体を購入した時点では大体100マイクロに設定されています。
特殊なシートをカットするときは必ず刃量を設定しなおす必要があります。
厚みのちがうシート2種類を用意しました。
今回はステカやCAMMで使用される「XD-CH3」ホルダーを使って設定します。
写真のように初期設定値に印をつけておくとわかりやすいです。
なお「いつも1目盛り出せば厚みがあるシートを切れる」とは限りません。
気温・湿度・刃の状態によりベストな状態は変わります。
テストカットモードでチェックしてください。
写真は両方とも初期設定値でカットした状態です。
ORACAL641はすんなりカス取りできました。
蛍光シートは表面に溝がついただけでほぼ切れていません。
無理矢理カス取りしましたが「ト」や「カ」などの直線の引き下ろしは全く切れていません。
同じ蛍光シートを今度は「1目盛り出」てカットしました。
今度はまともにカス取りできました。
たった1目盛りでこれほど違いがあります。
ではこう考える方がいると思います。
「面倒だからいつも出し気味にしておけばいいんだ」
それは間違いです
こんどは違う問題を引き起こします。
写真はORACAL641を2種類の刃量でカットしたものです。
左側の過刃量カットは台紙にキズが入ってしまっています。
適性は刃量の場合右側のように台紙をキズつけません。
台紙にキズが入ってしまうと転写シートを掛けた際に上から押さえることで切り溝に糊が入り込んでしまいます。
そうすると転写シートをめくった時に台紙のシリコン表面層を一緒にはぎ取ってしまいます。
湿気が多いときなどは特にこの現象にさいなまれることが多くなります。
台紙の紙が水分をため込むからです。
【下のような状態は刃の出し過ぎが原因です】
【まとめ】
刃量は足りなくても出しすぎてもダメです。
面倒でもカット前にはシート厚の確認と刃量の調整をするクセをつけてください。
また「めんどくさくていちいち刃量を調整しない」という方に多く見られる傾向ですが、
いきなり「本番カットを行ってシートをダメにしてしまう」=「シートが無駄になった」と言うパターンです。
どの機種にも【テストカットモード】という物があります。
調整と確認は必ずセットで行うよう心がけてください。
リニューアルしたステカ用替え刃2本セットのご購入はこちら
カッティングプロッターでカットするシートには様々な種類があります。
一般的な「カッティングシート」と言われるものは100マイクロ(0.1mm)厚のものが主流です。
蛍光シート、再帰反射シート、ラバープリントシートなど特殊な用途や効果を持ったシートは100マイクロ以上のものが多く、プリントメディアは140マイクロ(0.14mm)、一般的な3Dカーボンなどは230マイクロ(0.23mm)まであります。
このさまざまなシートをカットする際に必ず設定しなくてはならない基本が2つあります。
1)刃量設定(ホルダー設定)
2)カット速度/カット厚(アプリケーション設定)
ここでは刃量設定について説明します。
はじめてプロッターを手にして間もないユーザーの皆さんから
「いつものカッティングシートはきれいに切れるのに、ラバープリントは切れない、蛍光シートは切り残しがでる。このシートは不良品じゃないの?」
とお問い合わせを頂くことがあります。
シートはまともな販売店であればシートの厚みを含むシートスペックとメーカー名が必ず記載されています。
カッティングプロッター本体を購入した時点では大体100マイクロに設定されています。
特殊なシートをカットするときは必ず刃量を設定しなおす必要があります。
厚みのちがうシート2種類を用意しました。 今回はステカやCAMMで使用される「XD-CH3」ホルダーを使って設定します。写真のように初期設定値に印をつけておくとわかりやすいです。
なお「いつも1目盛り出せば厚みがあるシートを切れる」とは限りません。
気温・湿度・刃の状態によりベストな状態は変わります。
テストカットモードでチェックしてください。
写真は両方とも初期設定値でカットした状態です。 ORACAL641はすんなりカス取りできました。 蛍光シートは表面に溝がついただけでほぼ切れていません。無理矢理カス取りしましたが「ト」や「カ」などの直線の引き下ろしは全く切れていません。
同じ蛍光シートを今度は「1目盛り出」てカットしました。今度はまともにカス取りできました。
たった1目盛りでこれほど違いがあります。
ではこう考える方がいると思います。「面倒だからいつも出し気味にしておけばいいんだ」
それは間違いです
こんどは違う問題を引き起こします。
写真はORACAL641を2種類の刃量でカットしたものです。左側の過刃量カットは台紙にキズが入ってしまっています。
適性は刃量の場合右側のように台紙をキズつけません。 台紙にキズが入ってしまうと転写シートを掛けた際に上から押さえることで切り溝に糊が入り込んでしまいます。そうすると転写シートをめくった時に台紙のシリコン表面層を一緒にはぎ取ってしまいます。
湿気が多いときなどは特にこの現象にさいなまれることが多くなります。
台紙の紙が水分をため込むからです。
【下のような状態は刃の出し過ぎが原因です】
【まとめ】
刃量は足りなくても出しすぎてもダメです。
面倒でもカット前にはシート厚の確認と刃量の調整をするクセをつけてください。
また「めんどくさくていちいち刃量を調整しない」という方に多く見られる傾向ですが、
いきなり「本番カットを行ってシートをダメにしてしまう」=「シートが無駄になった」と言うパターンです。
どの機種にも【テストカットモード】という物があります。
調整と確認は必ずセットで行うよう心がけてください。
リニューアルしたステカ用替え刃2本セットのご購入はこちら
Category
- ラメ入りメタリックカッティングシート1220mm幅
- お試し&アウトレットコーナー
- パーツラッピングフィルム
- 機能性フィルム、その他シート
- 量販コーナー
- シートサイズ = 20cm幅 (ステカSV-8、SX-8)
- シートサイズ = 22cm幅 (シルエットポートレート・カメオレターサイズ)
- シートサイズ = 30cm幅 (ステカSV-12/スキャンカット)
- シートサイズ = 32cm幅 (シルエットカメオ/silhouetteCAMEO)
- シートサイズ = 38cm幅 (ステカSV-15・CAMEO PLUS)
- シートサイズ = 40cm幅 (CAMEO5αPLUS・CE8000用)
- シートサイズ = 50cm幅 (GS-24、VC-600、CG-60、CE-6000)
- シートサイズ = 60cm幅 (CAMEO PRO、GS2-24、VC2-600、CG-60AR、CE8000-60)
- VersaSTUDIO BN-20 /BN2 Series溶剤系プリントメディア
- 施工用品
Contents
- お支払い方法について
- 配送方法・送料について
- お問い合わせ
- ワークマンブランドを用いた撥水対応ラバープリントによる名入れ施工
- Eカルテントの施工例
- 納期について
- クーポンの使用方法
- ORACAL651 カラーパレット
- サイトマップ
- silhouetteCAMEO用シートが32cm幅の理由
- カッティングシートの上から2液タイプのクリアーを塗布する
- 転写シートの取り扱いについて
- シートの幅サイズについて
- ORAJET屋外対候試験実施中!
- ステカで作成するオリジナルTシャツ
- プロッターの刃量調整(ステカを使って説明)
- ミラーメタリックカッティングシートの見え方
- プリントステッカーのラミ掛け手順
- ORAFOL/ORACALとは
- ORAMASK 810Sの施工手順
- カーラッピングチュートリアル
- ORALITE5200の活用について
- ORAJET3954を使用した石材への施工
- Shopping Cart
-
カートの中に商品はありません
Mail Magazine
| 日 | 月 | 火 | 水 | 木 | 金 | 土 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| 19 | 20 | 21 | 22 | 23 | 24 | 25 |
| 26 | 27 | 28 | 29 | 30 | 31 |
| 日 | 月 | 火 | 水 | 木 | 金 | 土 |
|---|---|---|---|---|---|---|
| 1 | ||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 23 | 24 | 25 | 26 | 27 | 28 | 29 |
| 30 | 31 |
土日祝日はお休みを頂いております。
営業時間
(月)〜(金)14:00まで
【案内】2026年 ゴールデンウィーク休業期間のお知らせ
お客様 各位
いつも当店をご利用いただき、誠にありがとうございます。
誠に勝手ながら、本年のゴールデンウィーク期間の営業日程を以下の通りとさせていただきます。
| 4/29(水) | 4/30(木) | 5/1(金) | 5/2(土)〜5/6(水) | 5/7(木) |
|---|---|---|---|---|
| 休業 | 通常営業 | 14時まで | 休業 | 通常営業 |
⚠️ 発送スケジュールのご案内
連休前の最終発送は 5月1日(金) 14:00受注分まで となります。
それ以降にいただいたご注文につきましては、連休明けの 5月7日(木)より順次発送 させていただきます。
連休前の最終発送は 5月1日(金) 14:00受注分まで となります。
それ以降にいただいたご注文につきましては、連休明けの 5月7日(木)より順次発送 させていただきます。
※連休前後は配送混雑により、通常よりお届けにお時間をいただく場合がございます。お急ぎの方はお早めのご注文をお願い申し上げます。
合同会社北海道マーキングフィルム
- Mobile Shop
Ranking
No.1
- 【ORAJET3954】レンガやコンクリートに貼れるステッカーベースシート3m巻
- 1,426円(税130円)
-
No.2
- シルバーラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.3
- シルバーラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.4
- ブラックラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.5
- ブラックラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.6
- レッドラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.7
- レッドラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.8
- ブルーラメ ステカSV-8用20cm幅×2m単位切売り ラメ入りカッティングシート
- 2,376円(税216円)
-
No.9
- ブルーラメ ステカSV-8用20cm幅×10mラメ入りカッティングシート
- 10,098円(税918円)
-
No.10
- 【送料無料】シルバーラメ 1220mm幅×メーター売り ラメ入りカッティングシート
- 6,534円(税594円)